
The industry’s most profitable solution from elite 5 ply corrugated cardboard production line suppliers integrates dual cassette-type single facers, full-servo dry-end equipment, and automated thermal management to deliver perfectly flat double-wall board at sustained speeds up to 250 m/min (820 FPM). For modern Tier-2 and Tier-3 box plants producing over 150,000 square meters daily, investing in a fully automated, servo-driven 5-ply line is the mandatory baseline to minimize paper waste and maximize ROI. For operations running between 50,000 to 100,000 square meters of heavy-duty transit packaging, a highly customized, semi-automated configuration offers the optimal balance of capital expenditure and output flexibility.
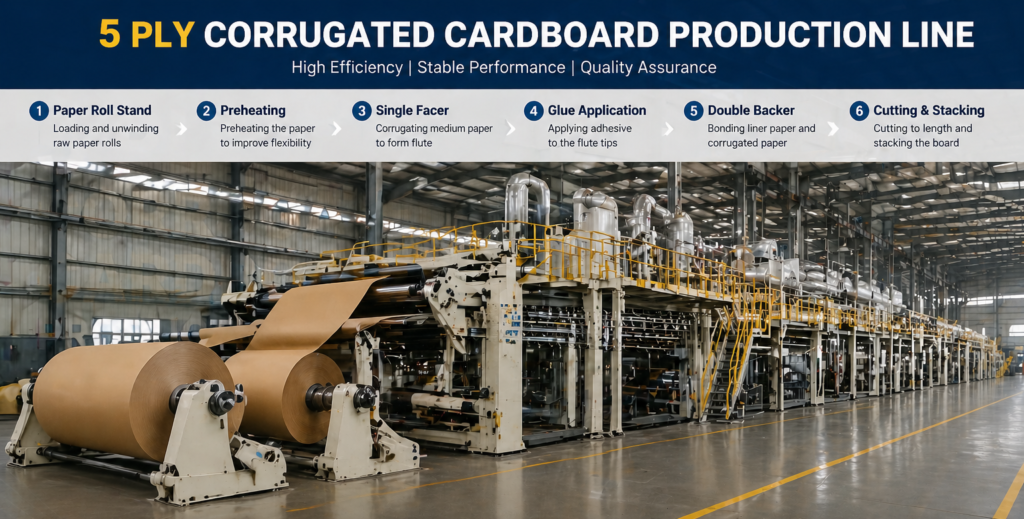
A 5 ply corrugated cardboard production line supplier specializes in industrial systems that bond three liners and two fluted mediums to create high-strength, double-wall board. In today, leading suppliers like Guangzhou Smart Machinery utilize Multi-Stage Pre-heaters and Independent Servo-Driven Double Backers to produce BC, BE, or AB flute combinations. These lines are engineered for heavy-duty applications, such as industrial shipping and moving boxes, providing a production speed of up to 250m/min while ensuring maximum Edge Crush Test (ECT) values and vertical stacking durability.
Fast Check Product: https://gzsmartmachinery.com/product/corrugated-cardboard-production-line/
| Engineering Feature | Technical Specification | Manufacturing Benefit |
| Flute Combinations | BC, AB, BE, EB, AE | Optimized for heavy-duty protection & retail finish. |
| Max Working Speed | 150-250m/min | High-throughput for wholesale moving box supply. |
| Board Structure | 3 Liners + 2 Fluted Mediums | Superior Bursting Strength for industrial shipping. |
| Heating Method | High-Pressure Steam / Oil Heating | Ensures 100% starch bonding on thick board layers. |
| Feeding Technology | Vacuum-Assist Lead Edge | Prevents flute crushing; preserves board thickness. |
| Control System | Industry 4.0 PLC (IIoT Enabled) | Real-time production tracking & remote diagnostics. |
| Cut-off Accuracy | ±1.0 mm (Servo-Driven) | Eliminates waste and ensures dimension consistency. |
A 5-ply production line provides double-wall protection, which significantly increases the Edge Crush Test (ECT) and Bursting Strength compared to 3-ply board. By using a specialized Double Backer from a supplier like Guangzhou Smart Machinery, manufacturers can ensure that the adhesive is applied evenly across both fluted layers, resulting in a rigid, durable board that withstands heavy loads.
Maintaining flatness in double-wall board is challenging due to moisture differences between layers. Leading suppliers integrate automated moisture control systems and multi-cylinder pre-heaters. These systems balance the tension and temperature of all five paper layers before they enter the Glue Machine, preventing warping and ensuring the board is perfectly flat for high-speed printing and slotting.
What is the Best 5 Ply Corrugated Cardboard Production Line for Modern Box Plants?
When Chief Technology Officers (CTOs) and plant managers evaluate capital equipment of this magnitude, the definition of “best” extends far beyond the theoretical maximum running speed. The optimal 5-ply corrugator is a highly complex thermal-mechanical system. Manufacturing 5-ply (double-wall) board—such as BC or EB flute combinations—requires precisely bonding three liners and two fluted mediums simultaneously. The best system is engineered to guarantee board flatness, maintain maximum flute structural integrity, and eliminate unplanned downtime over a 15-to-20-year operational lifecycle.
Modern Tier 2 and Tier 3 plants are under intense pressure to secure lucrative contracts with global retail giants. Passing the rigorous supplier quality audits demanded by companies like Amazon, Coca-Cola, and Nestlé requires packaging equipment capable of flawless execution. These global brands demand structurally sound heavy-duty transit boxes, perfect high-end color printing, and zero-defect e-commerce parcels.
Crucially, downstream quality begins at the corrugator. If your 5-ply line produces warped board or suffers from poor edge adhesion, your downstream flexo printer cannot physically achieve the required ± 0.5 mm (± 0.02 inches) print registration. To guarantee absolute quality, the best production lines rely on three critical engineering pillars:
- Intelligent Thermal and Bridge Tension Management: The heart of flat 5-ply board is perfectly balanced moisture and tension across five separate webs of paper. Advanced lines utilize multi-point tension controllers on the overhead bridge and automated pre-conditioners to adjust heat and steam penetration dynamically based on each paper reel’s condition. This prevents the severe “S-warp” or “twist-warp” that plagues cheaper, manually controlled lines.
- Non-Crush Conveying for Structural Integrity: Once the heavy double-wall board is formed, it must be protected. Outdated mechanical stackers and heavy pull rolls compress the corrugated flutes, destroying up to 15% of the board’s Edge Crush Test (ECT) and Box Compression Test (BCT) strength before it even reaches the converting department. Modern systems utilize advanced vacuum traction and non-crush feeding belts at the dry end to transport the board without pressure, protecting the physical strength of the final box.
- Heavy-Duty Metallurgy for Predictable Reliability: Unplanned downtime on a corrugator creates a catastrophic bottleneck. Top-tier machinery utilizes massive, vibration-dampening heavy-wall cast iron frames and oversized bearings to handle continuous 3-shift operations without structural fatigue.
Full-Servo Drive vs. Mechanical Drive: Engineering the Core of Precision
The drive architecture of your wet-end and dry-end equipment dictates your plant’s long-term profitability. The technical debate between full-servo systems and traditional mechanical gear-driven systems is fundamentally a discussion about precision decay, cut-off accuracy, and long-term maintenance costs.
The Reality of Mechanical Drives (The Precision Decay Curve) Older or budget-focused mechanical lines rely on a complex, interconnected network of long drive shafts, chains, mechanical cams, and oil baths to synchronize the single facers, double backer, slitter scorer, and cut-off knife. While initial capital costs appear attractive on a spreadsheet, mechanical systems suffer from inevitable gear backlash. Over millions of linear meters of production, the metal-on-metal wear creates micro-inconsistencies. Within three years, a mechanical cut-off knife that originally held a 1.0 mm (0.04 inches) tolerance will degrade to a 2.5 mm (0.10 inches) or greater variance. This hidden precision decay leads to short sheets (which must be scrapped) or long sheets (which waste expensive paper), severely damaging your bottom line.
The Full-Servo Advantage A full-servo architecture eliminates the traditional main drive shaft entirely. Instead, independent, high-torque servo motors are mounted directly to the critical traction rolls, slitter shafts, and cut-off cylinders.
- Servo Synchronization Logic: The centralized computerized control system (PLC) uses ultra-high-resolution encoders to electronically gear the motors together. If a micro-deviation occurs in board speed—which is common when processing heavy 5-ply board—the servo drive detects the load change and corrects the rotational phase of the cut-off knife in milliseconds. This dynamic error compensation logic guarantees that sheet length accuracy remains absolute, regardless of the machine’s age or operational speed.
- Vacuum Suction Pressure Calibration: Advanced servo technology extends to the bridge and single facer vacuum systems. Variable frequency drives (VFDs) automatically adjust the vacuum suction pressure precisely based on paper width and basis weight, ensuring the heavy fluting medium is held perfectly against the corrugating roll for flawless glue application at high speeds.
- Equipment Longevity and Advanced Metallurgy: Because independent servos drastically reduce mechanical shock throughout the driveline, the lifespan of critical components is massively extended. When the corrugating rolls are forged from premium Alloy Steel with advanced surface hardening, and the slitter scorer blades utilize razor-sharp Tungsten Carbide, tool life increases by up to 400%. This virtually eliminates the constant blade-change and roll-replacement downtime that cripples budget machines.
How to Select the Right Machine Based on Regional Challenges
Global equipment deployment requires adapting precision engineering to local realities. Architecting massive 5-ply lines for international markets means that local environmental, infrastructural, and regulatory frameworks must dictate the machine’s final configuration. Operating a double-wall corrugator in a temperate climate is vastly different from running it in a humid, equatorial zone.
North America
- Compliance Framework: Strict adherence to OSHA safety standards is non-negotiable. This requires advanced perimeter light curtains, interlocked physical safety guards over all nip points, and robust, cross-linked emergency stop matrices.
- Electrical Environment: Systems must be natively configured for 480V/60Hz heavy industrial power grids.
- Labor Dynamics: Severe labor shortages and high wage costs necessitate maximum dry-end automation, pushing the demand for fully automated computerized slitter scorers, auto-stackers, and robotic WIP (Work-In-Progress) transfer cars.
Europe
- Compliance & Sustainability: CE certification is mandatory, demanding exhaustive risk assessments, electromagnetic compatibility (EMC) shielding, and strict noise emission controls. Furthermore, high energy costs drive the absolute necessity for regenerative servo drives (which feed braking energy back into the plant grid) and advanced closed-loop steam recovery systems.
- Electrical Environment: Standardized at 380V-400V/50Hz.
Southeast Asia & Coastal Regions
- Climate Challenges: Tropical humidity severely alters the moisture profile of heavy kraft paper, causing catastrophic warping if not properly managed. During recent rigorous site inspections for a major packaging supplier in Malaysia, we verified that 5-ply machines deployed in these environments require oversized wrap-angle pre-heaters and high-capacity steam conditioning to forcefully drive moisture out of the multiple linerboards before the double-backer bonding process.
Middle East
- Climate & Infrastructure: High ambient temperatures (frequently exceeding 45°C / 113°F) and fine airborne dust are the primary enemies of sensitive electronic components. Based on our extensive project deployments in the region, we strictly specify electrical cabinets with IP54 or IP65 ratings. These cabinets must be fully sealed and equipped with heavy-duty industrial air conditioning units to protect sensitive servo drives and PLCs from catastrophic thermal failure.
Inline Converting vs. Standalone Systems: Architecting Your Floor Plan
When upgrading a facility, plant managers must optimize how the massive output of heavy 5-ply board moves from the dry-end of the corrugator to the converting department.
The Standalone (WIP Buffer) Approach For heavy 5-ply operations, the corrugator almost universally operates as a standalone entity, pushing finished stacks of board onto intelligent plastic chain conveyors.
- The Advantage: This creates a critical Work-In-Progress (WIP) buffer. The corrugator can run efficiently at 250 m/min (820 FPM) regardless of the setup times, die-changes, or minor stoppages happening at the downstream rotary die-cutters or flexo folder gluers.
- The Requirement: Managing heavy double-wall stacks requires advanced ERP/MES scheduling integration. The corrugator’s computerized dry-end must communicate with the factory logistics system to safely route the heavy stacks to the correct converting machines without manual forklift intervention, which can damage the edges of the board.
Direct Inline Systems (Micro-Flute Context) While some specialty plants run 3-ply micro-flutes inline directly into die-cutters, this is rarely recommended for 5-ply heavy-duty transit board. The mass, heat retention, and curing time required for double-wall starch glue bonds mean the board needs time to normalize in a WIP buffer before being subjected to the intense mechanical crushing of a printing press.
The Economics of Packaging: ROI, TCO, and Waste Reduction
Procurement based solely on the initial capital purchase price is a catastrophic error for a CTO. A true B2B investment strategy relies on a comprehensive Total Cost of Ownership (TCO) analysis. A 5-ply line that costs 20% more upfront but saves 3% in raw material waste will generate millions in additional profit over a 10-year lifecycle.
1. Raw Material Waste Reduction Paper accounts for roughly 70% of a box plant’s total operating cost. When running 5-ply, you are consuming five rolls of paper simultaneously; therefore, waste is amplified.
- The Calculation: If a plant processes 15,000 metric tons (33,069,000 lbs) of paper annually, a 2% reduction in waste yields 300 tons of saved paper. At an average of $600 per ton, that is $180,000 directly added to the bottom line every year.
- The Solution: High-speed automated splicers operating at 200 m/min (656 FPM) with minimal tail lengths, combined with full-servo computerized slitter scorers that execute order changes in under 1 second, virtually eliminate the “transition waste” associated with manual roll changes and order setups.
2. Optimizing Board Strength to Downgrade Paper Weights Because non-crush traction systems and precise servo-tensioning protect the structural integrity of the flutes, you do not need to over-engineer the board. If an old mechanical dry-end crushes the flutes by 15%, you are forced to use heavier, more expensive linerboard simply to pass the client’s BCT audit. A modern, precision-engineered machine preserves the ECT, allowing you to safely downgrade paper weights and slash raw material costs while still delivering structurally superior heavy-duty transport boxes.
3. Utility Consumption (Steam and Electrical) Older corrugators hemorrhage steam and electricity. Modern systems utilize closed-loop steam management systems that recycle hot condensate back to the boiler, reducing fuel consumption by up to 20%. Simultaneously, permanent magnet synchronous motors (PMSM) and variable frequency drives ensure that electrical power is only consumed when actively needed, drastically lowering the cost per square meter of board produced.

Common Procurement Mistakes to Avoid
In over two decades of global corrugated project delivery, engineering custom solutions for box plants worldwide, we have witnessed the aftermath of poorly executed procurement decisions. Avoid these fatal pitfalls when specifying your new 5-ply line:
- Under-Sizing the Boiler and Steam Infrastructure: The thermal capacity of your steam system is the absolute speed limit of your corrugator. 5-ply board requires massive heat transfer to cure the double glue lines. Buying a 250 m/min (820 FPM) machine but utilizing an outdated boiler that cannot maintain consistent barometric pressure will result in delamination at high speeds. The steam infrastructure must be audited and upgraded simultaneously.
- Ignoring the Precision Decay Curve of the Dry-End: Buying a budget mechanical cut-off knife looks great on an initial CapEx spreadsheet. By Year 3, the cost of the extra trim waste required to compensate for erratic sheet lengths will far exceed the money “saved” on the purchase price. Always insist on a full-servo cut-off architecture.
- Failing to Verify Non-Proprietary Architecture: A machine is only as profitable as its spare parts availability. Ensure your manufacturer utilizes globally sourced, non-proprietary electronic components (e.g., standard Siemens PLCs, Schneider contactors, SKF bearings) so that a failed $500 sensor doesn’t shut down your entire factory for three weeks waiting for a proprietary shipment from the OEM.
FAQ
Q: What is the optimal production speed for a modern 5-ply corrugator? A: For high-volume tier-2 box plants, an optimal, stable cruising speed when producing heavy 5-ply board is between 180 m/min to 250 m/min (590 to 820 FPM). This provides the best balance of massive output and thermal stability for perfect bonding.
Q: How does servo technology improve the cut-off knife accuracy? A: Servo systems replace mechanical gears with high-speed electronic synchronization. The servo drive monitors the board speed via an encoder and adjusts the knife cylinder’s rotation in milliseconds, guaranteeing a cut-off accuracy of ± 1.0 mm (± 0.04 inches) at all speeds, drastically reducing downstream trim waste.
Q: Can a 5-ply line also produce 3-ply board? A: Yes. A 5-ply line is highly versatile. By bypassing one of the single facers and adjusting the glue station engagement, the line can seamlessly switch to producing single-wall (3-ply) board for lighter e-commerce parcels.
Q: What utility requirements are necessary for a 5-ply installation? A: A high-speed 5-ply line requires a robust industrial electrical supply (typically 380V/50Hz or 480V/60Hz), a high-capacity industrial steam boiler capable of maintaining consistent high pressure (vital for double-wall), and a heavy-duty compressed air system.
Q: How does the corrugator affect printing precision? A: If a corrugator produces warped board or uneven caliper due to crushing, the downstream flexo printer will misfeed the sheets. Perfect, flat board from a high-end corrugator is the absolute prerequisite for achieving ± 0.5 mm printing consistency.
Q: How long does it take to install and commission a complete 5-ply line? A: Depending on the factory’s foundation readiness and local infrastructure, a complete mechanical installation, electrical wiring, steam piping, and initial commissioning generally takes between 45 to 70 days, followed by rigorous Factory Acceptance Testing (FAT) and operator training.
Selecting the right corrugating equipment is the definitive cornerstone of your plant’s operational efficiency and future profitability. To stay competitive, reduce raw material waste, and secure high-volume contracts with top-tier global brands, you need a heavy-duty thermal-mechanical system that guarantees precision and delivers an exceptional, measurable return on investment.
Ensure your next major capital investment dominates the market. Contact the leading 5 ply corrugated cardboard production line suppliers today to engineer a solution tailored exactly to your floor plan, local climate, and aggressive production targets.




